Modelling of Artificial Neural Network to Validate the Experimental Data of a Laboratory Scale ROT
Prabir Biswas*, Kaustav Chakraborty, Pratik Kumar Raha and Pranibesh Mandal
Jadavpur University, Mechanical Engineering Department, Jadavpur, Kolkata, West Bengal, India
E-mail: prabirbiswas.kgec@gmail.com; kaustav.me7@gmail.com; pratikraha2000@gmail.com; pranibesh.mandal@jadavpuruniversity.in
*Corresponding Author
Received 11 March 2023; Accepted 06 June 2023; Publication 31 July 2023
Abstract
Run Out Tables (ROTs) are critical in the metallurgical sector for producing unique steel grade. The cooling rate controls the fine structure of steel, which is influenced by a number of factors such as the convective heat transfer coefficient, mean film temperature and many others. As a result, achieving a new steel grade necessitates the optimum combination of all of these factors. The cooling rate as a function of steel characteristics is obtained employing laboratory data such as convective heat transfer coefficient, mean film temperature, and mass flow rate of coolant at preset upper and lower nozzle distances from the experimental setup. Three Artificial Neural Network programs have been used to validate and check the performance of the experimental setup for optimize the cooling rate.
Keywords: Run Out Table, Artificial Neural Network programs, Cooling rate.
1 Introduction
In recent decades, researchers have focused on ROTs and cooling rate control to analyze various steel qualities. A computational model using the two-dimensional elastoplastic finite element technique was created by Heung Nam Han et al. [1] in order to analyse the deformation behaviour of steels on an ROT of a hot strip mill. Various model based studies have been done to predict and simulate various parameters like temperature variation, phase transformation behaviour, and cooling rate with help of different software and tools [2–6]. Residual stress emerges as a significant research problem in the chilling of the hot sliver on the run-out table where mechanical and micro structural coupling analysis methodology is used in conjunction with ABAQUS finite element software to predict flatness change [7–9]. GA Optimization of ROT parameters have also been attempted in recent past [10]. Sudhansu Mohan Padhya et al. [11] investigated the impact of nozzle placement on the ultrafast cooling of steel segments. They designed an experimental facility to examine the influence of nozzle alignment on the thermal performance of steel plate cooling by air-water spray impingement. The spray cooling apparatus was designed specifically for measuring the heat transfer characteristics of the heating plate. P. Bhattacharya et al. [12] used the droplet evaporation duration of a single droplet encroaching on a hot carbon steel strip surface to figure out the strip cooling rate feasible in the Run out Table of Hot Strip Mill via spray evaporative cooling. Their suggested analytical model predicts that it is possible to obtain the ultra-high cooling rate of Ultra Fast Cooling through spray evaporative cooling by reducing droplet size appropriately, and the analytical model has been validated through CFD simulation. Cooling mechanism of ROT and flatness of strip becomes an important area of research where LIU En-yang et al. [13] detailed the cooling process of Ultra Fast cooling and laminar cooling of ROT, in addition to the control model, in which it was shown that UFC does not affect the flatness of the strips The length of the run-out table as well as the rate of cooling in run-out tables are studied by Sudhansu M. Padhy et al. [14] in the context of various cooling mechanisms where rate of cooling effect on rolled product, modeling of cooling process and cooling technique studies by various researcher’s has been described. Siamak Serajzadeh [15] designed a mathematical model with the aid of the governing heat conduction–convection equation to analyze the temperature history of low-carbon steel on the run-out table during continuous cooling.
Therefore, based on the aforementioned research, it has been determined that the cooling rate in ROT plays a significant role in achieving the desirable steel quality. The aforementioned factors motivate the research and necessitate a more comprehensive investigation into heat transfer during cooling in ROT. Also in industries, it is a regular practice to have a different microstructure of steel using Run Out Tables. ROTs incorporate essential factors such as velocity of specimen plate, convective heat transfer coefficient, mean film temperature, spacing of nozzle bank, mass flow rate of cooling agent and many others that influence the microstructure of the steel. Since this cooling process promotes thermo-metallurgical phase transformation, the cooling rate is a key factor in attaining desirable mechanical characteristics in steel. For Ultra-Fast Cooling, mass flow rate of cooling agent impinging on a consistently spread surface area of a moving steel plate is used in these laboratory-scale ROTs.
Artificial Neural Network has played an important role in research work for a long time. Heat transmissions in heat exchangers and thermal energy storage systems have both been studied using Artificial Neural Networks (ANNs) [16, 17]. In heat exchanger of refrigeration application, ANN has been applied to analyze its heat rate [18]. Several techniques have been applied in the context of the Artificial Neural Network to forecast deferent parameters like heat transfer rate, heat transfer coefficient, density, porosity, hardness and others [19–21]. Also in squeeze casting process a Neural Network technique has been successfully applied to simulate thermal performance of a heat exchanger as well as to construct the input-output connection [22, 23]. Aside from the research mentioned above, Artificial Neural Networks (ANNs) can be utilized effectively for experimental data validation in various disciplines where ANNs can be used to validate sensor data. By training the network on a large dataset of sensor readings and their corresponding ground truth values, the network can learn to recognize anomalies, errors, and inconsistencies in sensor data. ANNs can aid in the validation of scientific experiment results. Using known experimental data to train neural networks, researchers can then use the trained network to validate the results of new experiments. By learning from big datasets and identifying trends or deviations from predicted behaviours, ANNs may validate experimental results. This helps researchers verify data and experimental findings correctness, dependability, and quality.
Various laboratory-scale ROT data sets have been utilized in the current investigation. Within the parameters of this research project, an endeavour was made to validate the experimental data collected to optimize the cooling rate. Several experimental data, including the convective heat transfer coefficient, the mass flow rate of refrigerant, and the mean film temperature, were utilized as input parameters, with the rate of cooling serving as the output parameter. Three distinct artificial neural network training strategies were utilized to train the experimental results in order to validate the performance of the experimental setup for optimize the cooling rate.
2 System Description
The salient features of ROTs are presented in this section. It incorporates a furnace for heating the work specimen plate, an electro-hydraulic actuation system which will provide a reciprocating motion to the specimen plate, upper nozzle bank and lower nozzle bank with water and air cooling facility, the fixture with roller fitted rail on which the specimen plate will continue its reciprocating motion between upper nozzle bank and lower nozzle bank and a mechanical handling unit arrangement between furnace and cooling table. To achieve a specific beginning temperature, a mild steel plate with dimensions of 597 mm 202 mm 6 mm is heated in a sealed compartment type furnace with 18 Silicon Carbide heating components. The furnace, which has dimensions of 800 mm 800 mm 300 mm, is capable of providing a maximum core temperature of 1200C. An automatic PID type programmable temperature indicating controller is used to control the heating process. The specimen plate is manually loaded on top of rails and placed between cooling bays having ten circular nozzles on each sides of the plate. When the globe valve is opened, pressurised air from an air compressor enters the air circuit and sprays air from both sides onto the plate surface. To detect temperature across the surface of the plate, eight k-type thermocouples are installed on the mild steel plate. The thermocouple signals are routed to a c-RIO software-hardware interface device, which records and stores temperature versus time data on the computer employing LabVIEW software.
3 Network Model
Following the biological nervous system, a computer system or a Network composed of Artificial Neurons is modelled, where a nonlinear and complex link between input and output parameters is addressed using modern computing techniques. The algorithm expresses the neurons output signals as a function of their input signals. In such an Artificial Neural Network (ANN) model, the input vectors are multiplied by their respective weights and supplied to the summing function, which adds the bias value to generate the net input [24]. After feeding data to the transfer function, the output is generated.
To train the experimental data in this study, three Neural Network techniques (Network – 1, 2 and 3) have been employed with distinct combinations of training, adaptation, and performance functions. Both in Network-1 and Network-3, ‘Feed-forward backpropagation’, ‘RAINLM’, ‘MSE’, ‘TANSIG’ and ‘PURELIN’ have been used respectively as network type, training function, performance function, properties for layer-1 and properties for layer-2. For Network-1 ‘LEARNGD’ has been used as an adaptation function while ‘LEARNGDM’ has been used for Network-3. In Network-2,‘Rectified Linear activation function (ReLU)’ has been used with three hidden layers.
The ANN models Network-1 and Network-3 have single input layer, single hidden layer and single output layer, each with twenty neurons in the hidden layer and one neuron in the output layer. The input matrix of size 3 1 represents the feature values convective heat transfer coefficient, mean film temperature, and mass flow rate of cooling air. Let be the weight matrix and be the bias matrix of the hidden layer. is the matrix of size 20 3. Thus, multiplying with gives a matrix of size 20 1. is also a matrix of size 20 1. So the intermediate output of the hidden layer can be written in the form of a matrix as,
| (1) |
The intermediate output is passed through a TANSIG function and is transformed to
| (2) |
In the output layer, the weight matrix is and the bias matrix is .
The intermediate output is calculated to be,
| (3) |
This equation is again transformed with the help of the PURELIN Transfer function and the final relation can be given as,
| (4) | ||
| (5) |
So, Network output in the form of trained or predicted cooling rate can be given as,
| (6) |
One input layer, three hidden layers, and one output layer comprise Network-2. The input layer has 3 parameters namely convective heat transfer coefficient, mean film temperature, and mass flow rate of air. The activation function converts a node’s summed weighted input into that input’s activation or output. The inputs are multiplied by the corresponding weights in a given node and summed together. This value is then transformed through an activation function. The ReLU is a piecewise linear function that outputs directly if the input is positive and zero otherwise. ReLU is defined as, .
The performance of the aforementioned networks has been analysed, with the correlation coefficient (R) serving as a key evaluator of performance. Mean Square Error (MSE) has also been an important factor when analysing the Performance error of networks.
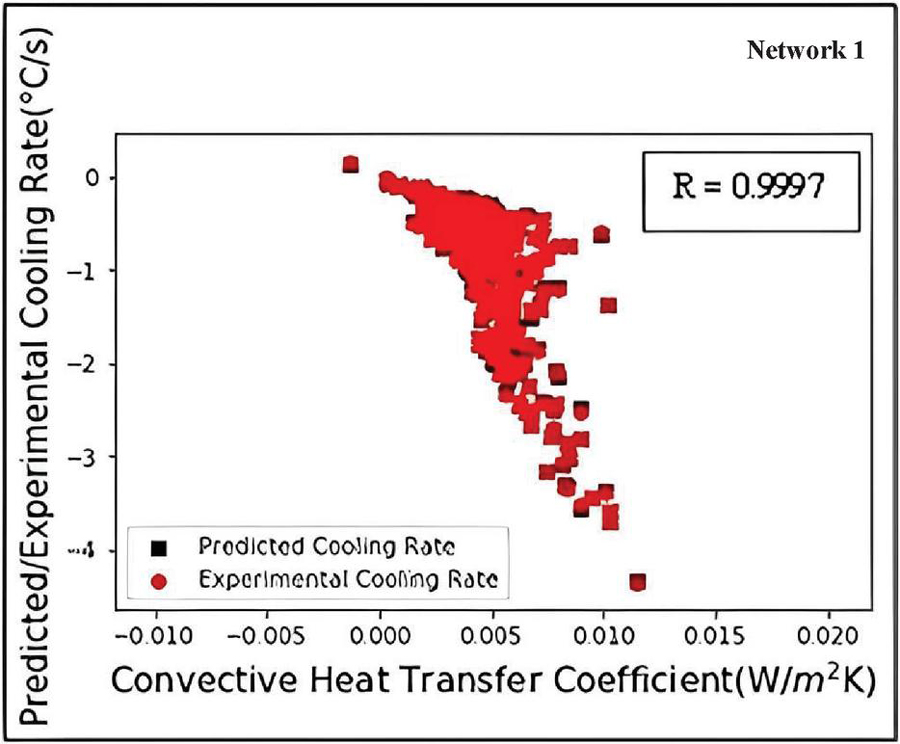
Figure 1 Comparison between predicted and experimental cooling rate for Network-1.
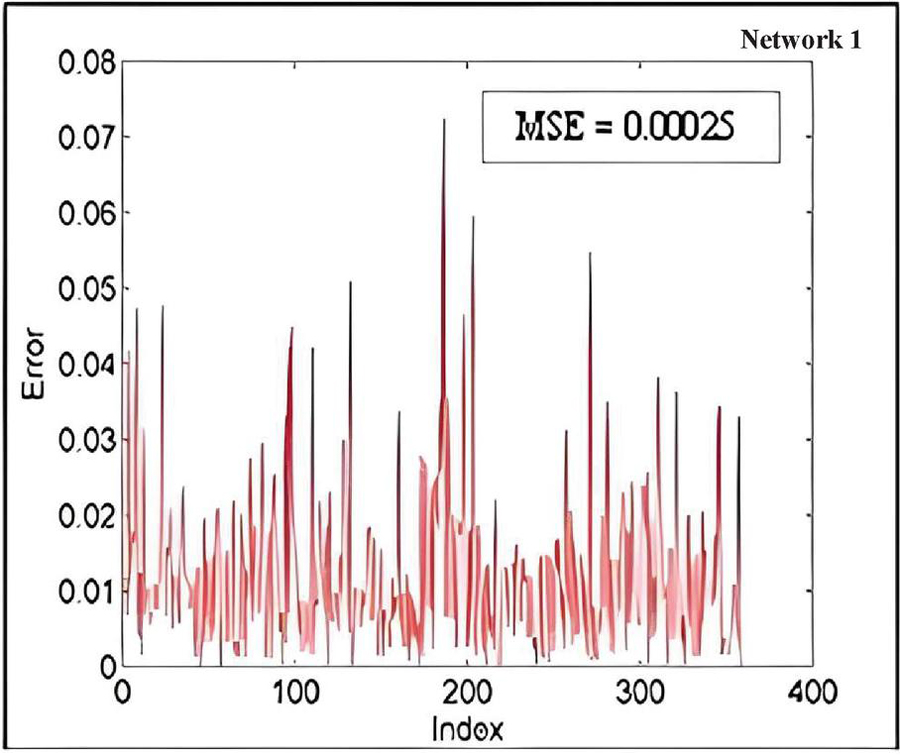
Figure 2 Error plot for Network-1.
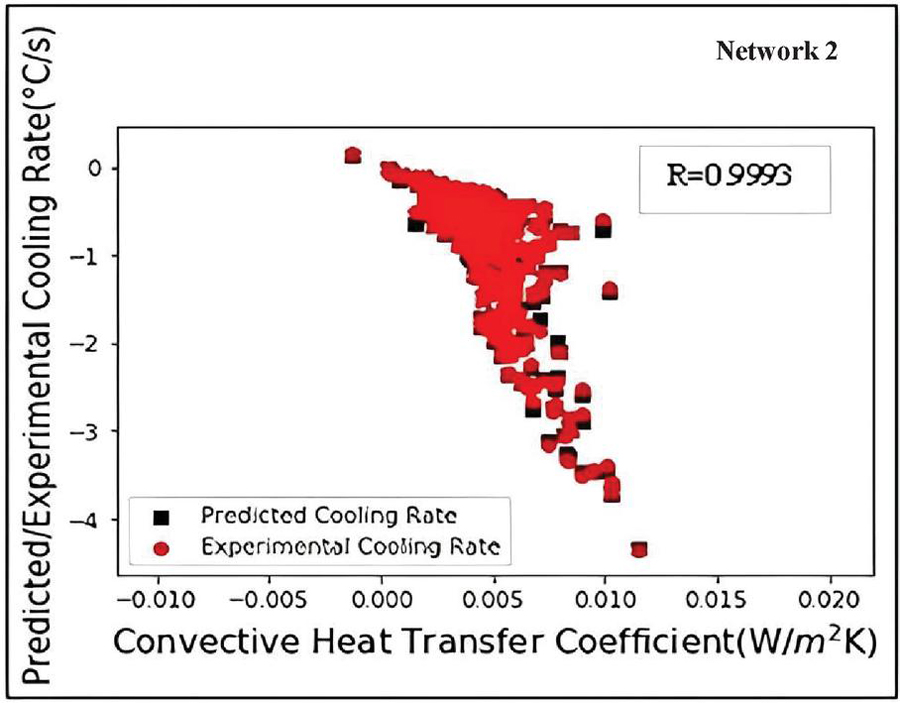
Figure 3 Comparison between predicted and experimental cooling rate for Network-2.
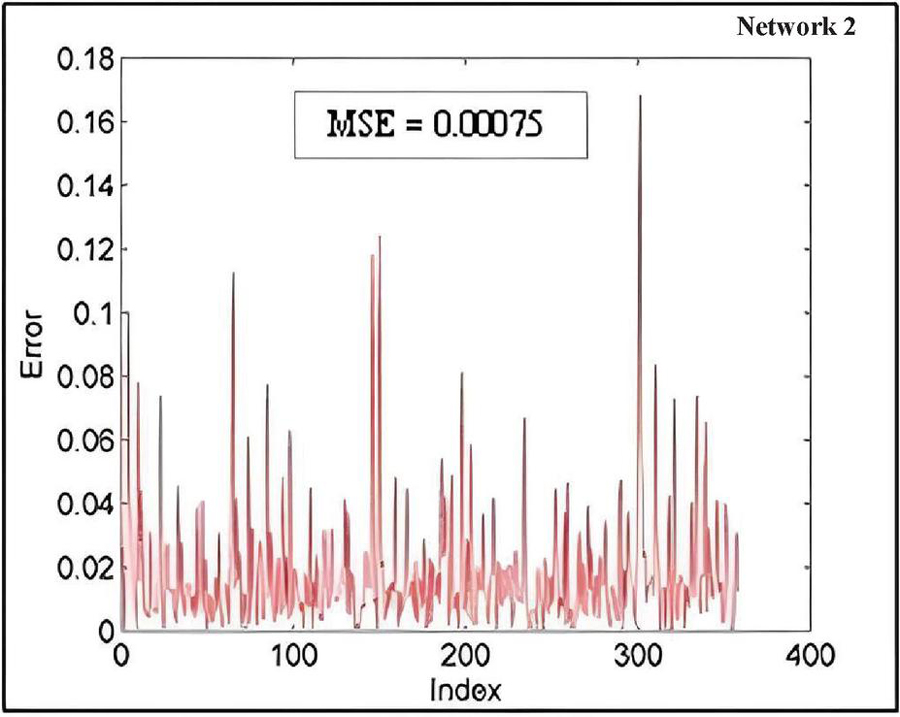
Figure 4 Error plot for Network-2.
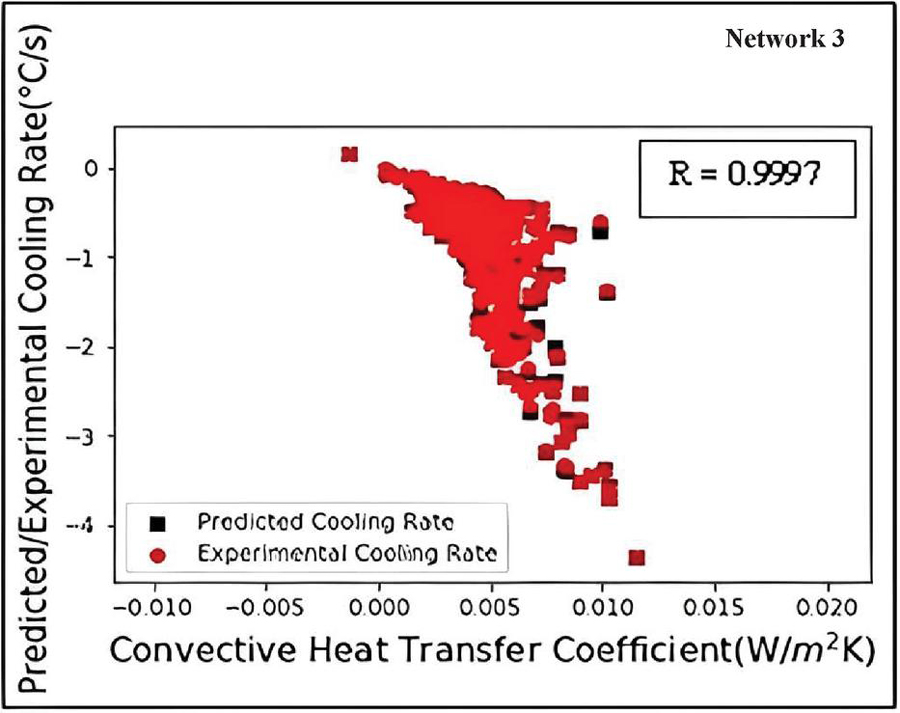
Figure 5 Comparison between predicted and experimental cooling rate for Network-3.
4 Results and Discussion
Three ANN techniques have been used for training and validation of experimental data. To evaluate the performance of the network, cooling rate versus convective heat transfer coefficient histories were used, along with their error. In Figure 1 Cooling rate (q) is plotted against Convective Heat Transfer Co-efficient (h) and in Figure 2 error plot is shown for Network-1 where the Overall Co-efficient of Correlation (R) value is 0.9997 and the MSE value is 0.00025. In Figure 3 Cooling rate (q) is plotted against Convective Heat Transfer Co-efficient (h) and in Figure 4 error plot is shown for Network-2 where the Overall Co-efficient of Correlation (R) value is 0.9993 and MSE value is 0.00075. In Figures 5 and 6, similar plots are shown for Network-3 where the Overall Co-efficient of Correlation (R) value is 0.9997 and the MSE value is 0.00045. In all the plots the ‘R’ values are found to be much closed to unity. The projected and experimental cooling rates are strongly overlapping which has been in Figures 1, 3 and 5 indicating the correctness of all the neural trainings. The MSE value of Network-1 is less than that of Network-2 and Network-3 which signifies that Network-1 is the most preferable to train the experimental data for optimize the cooling rate in next step of this work.
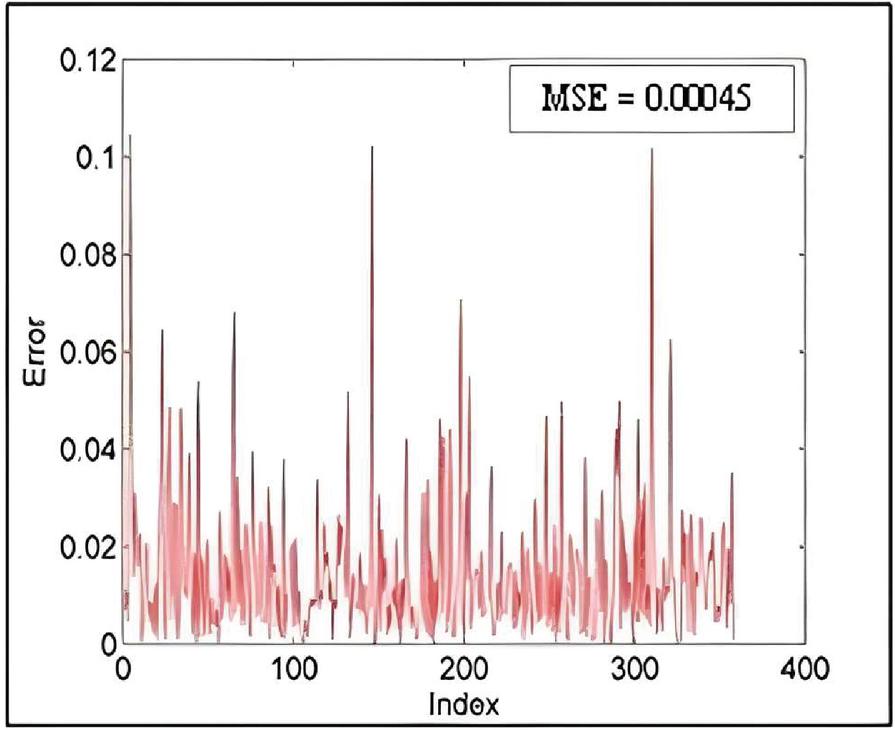
Figure 6 Error plot for Network-3.
5 Conclusion
Regardless of the fact that Artificial Neural Networks (ANNs) have certain limitations for data validation, such as dependency on training data, overfitting, data distribution mismatch, etc., it is recommended to complement ANNs with other validation techniques and domain expertise to ensure reliable and accurate data validation. An Artificial Neural Network based study has been conducted to predict the cooling rate as function of varying the convective heat transfer coefficient, the mass flow rate of cooling air and mean film temperature around the heated plate at fixed upper and lower nozzle bank distances. The findings of all three network models are quite near to one another, which is an indication of the consistency of the experimental setup and the data it produced, which may be utilized in the future to optimise the cooling rate. Among the three models, Network-1 was determined to be the most suitable option due to its considerable degree of correlation coefficient (R 0.9997), as well as its lesser mean square error (MSE 0.00025). Thus, it is possible to conclude that validation of the experimental data by network-1 is preferable, leading to the future development of the task, i.e. optimization of the cooling rate using validated experimental data.
Acknowledgements
M/s Tata Steel provided funding for the development of the set up. Jadavpur University, as part of TEQIP Phase II, has offered financial assistance for the creation of additional experimental facilities.
References
[1] H.N. Han, J. Lee, H.J. Kim, Y-S. Jin, ‘A model for deformation, temperature and phase transformation behavior of steels on the run-out table in hot strip mill’, Journal of Materials Processing Technology, Vol. 128, pp. 216–225, 2002.
[2] X. Wang, F. Li, Q. Yang, A. He, ‘FEM analysis for residual stress prediction in hot rolled steel strip during the run-out table cooling’, Applied Mathematical Modelling, Vol. 37, pp. 586–609, 2013.
[3] A. Suebsomran, S. Butdee, ‘Cooling process on a run-out table by the simulation method’, CAS Studies in Thermal Engineering 1, pp. 51–56, 2013.
[4] A. Mukhopadhyay, S. Sikdar, ‘Implementation of an online run-out table model in a hot strip mill’, Journal of Materials Processing Technology, Vol. 169, pp. 164–172, 2005.
[5] S. Serajzadeh, ‘Prediction of temperature variations and kinetics of austenite phase change on the run-out table’, Materials Science and Engineering A, Vol. 421, pp. 260–267, 2006.
[6] P. Suwanpinij, U. Prahl, W. Bleck, R. Kawalla, ‘Fast algorithms for phase transformations in dual-phase steels on a hot strip mill run-out table (ROT)’, Archives of Civil and Mechanical Engineering, Vol. 12, pp. 305–311, 2012.
[7] D. Weisz-Patrault, T. Koedinger, ‘Residual stress on the run-out table accounting for multiphase transitions and transformation induced plasticity’, Applied Mathematical Modelling, Vol. 60, pp. 18–33, 2018.
[8] Z. Zhou, P.F. Thomson, Y.C. Lam, D.D.W. Yuen, ‘Numerical analysis of residual stress in hot-rolled steel strip on the run-out table’, Journal of Materials Processing Technology, Vol. 132, pp. 184–197, 2003.
[9] W. Xiao-dong, L. Fei, J. Zheng-yi, ‘Thermal, Microstructural and Mechanical Coupling Analysis Model for Flatness Change Prediction During Run-Out Table Cooling in Hot Strip Rolling’, Journal of Iron and Steel Research, Vol. 19(9), pp. 43–51, 2012.
[10] A. Aditya, P. Sarkar and P. Mandal, ‘GA Optimization of Cooling Rate of a Heated MS Plate in a Laboratory-Scale ROT’, Advances in Materials, Mechanical and Industrial Engineering, pp. 631–648, 2019.
[11] Sudhansu Mohan Padhy, Purna Chandra Mishra, Ruby Mishra, Nozzle positioning for ultra-fast cooling of steel strips in a run out Table, Materials Today: Proceedings 5 (2018) 18656–18663.
[12] P. Bhattacharya, A.N. Samanta, S. Chakraborty, Spray evaporative cooling to achieve ultra fast cooling in runout table, International Journal of Thermal Sciences 48 (2009) 1741–1747.
[13] Liu En-yan, Peng Liang-gui, Yuan Guo, Wang Zhao-dong, Zhang Dian-hua, Wang Guo-dong, Advanced run-out table cooling technology based on ultra fast cooling and laminar cooling in hot strip mill, J. Cent. South Univ. (2012) 19: 1341–1345, DOI: 10.1007/s11771-012-1147-6.
[14] Sudhansu M. Padhy, Achintya H. Kambli, Manoj Ukamanal, Purna Chandra Mishra, Cooling mechanisms on run out table: A technical review, Materials Today: Proceedings 5 (2018) 18162–18169.
[15] Siamak Serajzadeh, Prediction of temperature variations and kinetics of austenite phase change on the run-out table, Materials Science and Engineering A421 (2006) 260–267.
[16] G.N. Xie, Q.W. Wang, M. Zeng, L.Q. Luo, ‘Heat transferanalysis for shell-and-tube heat exchangers with experimental data by artificial neural networks approach’, Applied Thermal Engineering, Vol. 27, pp. 1096–1104, 2007.
[17] K. Ermis, A. Erek, I. Dincer, ‘Heat transfer analysis of phase change process in a finned-tube thermal energy storage system using artificial neural network’, International Journal of Heat and Mass Transfer, Vol. 50, pp. 3163–3175, 2007.
[18] A. Pacheco-Vega, M. Sen, K.T. Yang, R.L. McClain, ‘Neural network analysis of fin-tube refrigerating heat exchanger with limited experimental data’, International Journal of Heat and Mass Transfer, Vol. 44, pp. 763–770, 2001.
[19] Y. Islamoglu, ‘A new approach for the prediction of the heat transfer rate of the wire-on-tube type heat exchanger – use of an artificial neural network model’, Applied Thermal Engineering, Vol. 23, pp. 243–249, 2003.
[20] K. Jambunathan, S.L. Hartle, S. Ashforth-Frost and V.N. Fontama, ‘Evaluating convective heat transfer coefficients using neural networks’, International Journal of Heat and Mass Transfer, Vol. 39, pp. 2329–2332, 1996.
[21] A.M. Hassan, A. Alrashdan, M.T. Hayajneh, A.T. Mayyas, ‘Prediction of density, porosity and hardness in aluminum–copper-based composite materials using artificial neural network’, Journal of Materials Processing Technology, Vol. 209, pp. 894–899, 2009.
[22] C.K. Tan, J. Ward, S.J. Wilcox, R. Payne, ‘Artificial neural network modelling of the thermal performance of a compact heat exchanger’, Applied Thermal Engineering, Vol. 29, pp. 3609–3617, 2009.
[23] M. Patel G.C, A.K. Shettigarb, P. Krishnaa, M.B. Parappagoudarc, ‘Backpropagation genetic and recurrent neural network applications in modelling and analysis of squeeze casting process’, Applied Soft Computing, Vol. 59, pp. 418–437, 2017.
[24] P. Biswas, M.S. Mondal, S. Mookherjee, P. Mandal, ‘Modelling of Artificial Neural Network to control the cooling rate of a Laboratory Scale Run-Out Table’, MATEC Web of Conferences, Vol. 306:03004, pp. 1–5, 2020.
Biographies

Prabir Biswas received B.Tech degree in Mechanical Engineering from Kalyani Govt. Engineering College. Completed Master of Engineering from Indian Institute of Engineering Science and Technology (IIEST) formally known as BESU, Shibpur in 2010. Presently doing Ph.D. from Jadavpur University. At the same time working as an Asst. Professor in Techno International New Town, Kolkata.

Kaustav Chakraborty is a passionate engineer who graduated with a Bachelor’s degree in Mechanical Engineering from Jadavpur University, where he achieved the distinction of being the salutatorian of his class. Currently working as an engineer at CESC Limited., Fascination with physics dates back to his school days. Throughout academic journey, he had the opportunity to delve deeper into the realms of heat transfer, fluid mechanics, and even gained exposure to data science during his undergraduate years.

Pratik Kumar Raha is a final year student of Bachelor’s of Engineering at Jadavpur University Department of Mechanical Engineering. He is interested in Thermal Engineering Applied fluid Mechanical.

Pranibesh Mandal is working as Assistant Professor of the Department of Mechanical Engineering since January, 2014 in Jadavpur University, Kolkata, India. He is currently doing research in Applied Aerodynamics, Underwater Vehicle Design, Hydraulic Control, Experimental Fluid Mechanics and Heat Transfer as well as other related fields.
Journal of Graphic Era University, Vol. 11_2, 207–220.
doi: 10.13052/jgeu0975-1416.1126
© 2022 River Publishers